|
FILTRAZIONE
L’uso dei filtri a
schiuma ceramica ha introdotto nuove regole nella distribuzione e nella
colata dei getti d’alluminio.
I filtri svolgono
le seguenti funzioni:
-
Intrappolano le
scorie ed alcune pellicole di ossidi.
-
Controllano la
velocità del flusso del metallo.
-
Riducono la
turbolenza.
L’impiego dei
filtri ceramici modifica le regole tradizionali della colata, ottenendo
getti di qualità.
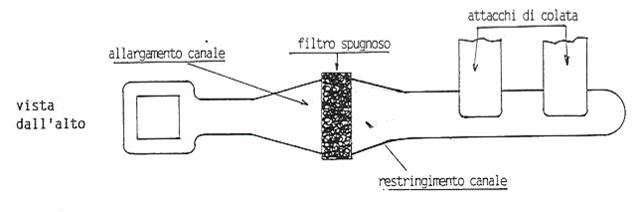
L’inserimento del
filtro dopo la discesa di colata, modifica radicalmente i modelli di
flusso. Visto che il filtro richiede una certa pressione e tempo per
attivarsi, il metallo è temporaneamente fermato nella faccia d’ingresso
del filtro stesso. Questo consente al colatoio di riempirsi evitando
all’aria di rimanere intrappolata nel metallo. Il metallo attraversa il
filtro e fuoriesce in un unico flusso a bassa velocità esente da
turbolenze. Il canale di colata si riempie lentamente. Il getto si
riempie senza che l’aria o gli ossidi rimangano intrappolati.
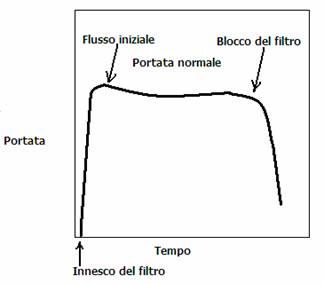
La figura mostra
schematicamente il flusso del metallo attraverso un filtro.
Inizialmente si
assiste ad un ritardo a causa del riempimento del filtro e del colatoio
fino a quando si raggiunge una pressione metallostatica sufficiente.
In seguito abbiamo
l’inizio di passaggio di metallo che si mantiene quasi costante fino
all’ostruzione del filtro stesso. Durante la filtrazione, tutto il
sistema di colata a monte del filtro rimane pieno evitando turbolenze e
sacche d’aria. In un sistema di colata, se possibile, il filtro deve
essere posto il più vicino possibile al getto. Per la disposizione del
filtro bisogna considerare una cornice di circa 5 mm che vanno
considerati nel calcolo dell’area utile del filtro da usare.


COME FUNZIONA IL
FILTRO
Durante la colata,
le inclusioni più grandi si depositano sulla superficie d’ingresso del
filtro formando uno strato che a sua volta fa da primo filtro per le
inclusioni più piccole.
POSIZIONE E SCELTA
DEL FILTRO
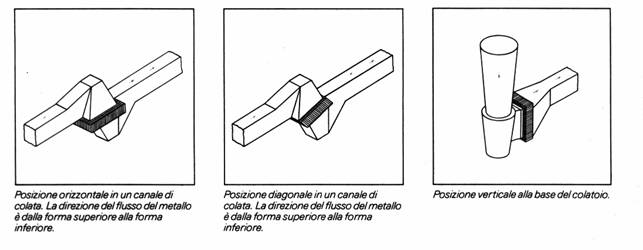
In via generale il
filtro va’ collocato il più vicino possibile al getto; verticalmente,
orizzontalmente o diagonalmente.
In questi due
ultimi casi, l’attraversamento va fatto dall’alto al basso. Il sistema
di colata deve essere semplificato al massimo e dopo il filtro bisogna
avere l’accortezza di raccordare tutti gli spigoli e i cambi di
direzione.
VELOCITA’ DI COLATA
La velocità di
colata dipende dai seguenti fattori:
-
Tipo del
metallo.
-
Temperatura di
colata.
-
Altezza del
battente.
-
Conformazione
del sistema di colata.
-
Ubicazione del
filtro.
Tutti i punti sopra
indicati sono variabili e variano da caso a caso, è impensabile, quindi
stabilire una velocità unica. Il filtro non deve regolare la velocità di
colata in quanto i risultati non sarebbero costanti perché influenzati
dalla quantità di inclusioni presenti nel metallo. La dimensione del
filtro scelto deve permettere la velocità di colata richiesta dal getto.
PESO TOTALE COLATO
E’ da considerare
nella fase di scelta del filtro tenendo conto che tutto il boccame, dal
filtro al getto e le materozze, è tutto metallo filtrato.
SCELTA DEL FILTRO
I filtri
normalmente usati sono da 10 – 20 – 30 ppi (pori per pollice lineare).
Per cominciare e’
indispensabile identificare il tipo di filtro per il metallo che
interessa. Valutare l’ubicazione e la misura più idonea affinché siano
soddisfatti i seguenti punti:
-
Rapporto tra
area utile del filtro e l’area della strozzatura.
-
Velocità di
colata richiesta dal getto.
-
Peso totale
colato.
INDICAZIONI DI
MASSIMA PER LA SCELTA DEL FILTRO
|
Tipo di
filtro |
Capacita’
Kg
Al
Cu |
Portate
Kg/sec.
Al Cu |
Area utile
*
mm2 |
|
30x50x22 |
15 40 |
0,6 1,5 |
600 |
|
50x50x22 |
30 60 |
1,2 3 |
1600 |
|
50x75x22 |
50
110 |
2 5 |
2600 |
|
50x100x22 |
75
130 |
2,8 7 |
3600 |
|
75x75x22 |
85 150 |
4,8 8 |
4225 |
|
75x100x22 |
110 200 |
6,4 10 |
5850 |
|
100x100x22 |
160 260 |
6,5 15 |
8100 |
-
*Area utile
considerando una cornice d’appoggio di 5 mm.
-
Valori ottenuti
con battenti di 300 mm dopo scorifica e porosità di 10 ppi.
-
I valori
riportati in tabella sono da intendersi come massimi ottenibili
nelle migliori condizioni.
POSIZIONI COMUNI
DEL FILTRO
|

